奥泰摆焊需求和方案文档
| 修订日期 | 修订版本 | 修订内容 | 修订人 |
|---|---|---|---|
| 2025.03.14 | V0.1 | 初始化文档 | 赵锦强 |
[TOC]
1. 摆焊简介
焊接摆动是提升焊接质量、适应不同工艺需求的重要手段,在传统非摆动焊接中,熔池仅依靠材料自身流动性融合,当拼缝宽度超过0.15mm时,易因熔池冷却过快导致气孔、砂眼等缺陷。摆动焊接通过激光或焊丝的机械搅拌作用(如圆形、正弦轨迹),增强熔池内部流动,促使两种材料充分混合,减少未熔合现象。
2. 偏移叠加框架调整
摆焊运动由焊接中心线和偏移量叠加而成。以前中心线的轨迹规划和偏移量叠加计算均在plan模块进行,偏移叠加和plan算法逻辑耦合,对plan的算法开发以及摆焊类型和参数的新增都带来负担,不利于长远开发。
因此,将偏移叠加计算放在interface层或者软件层,plan只进行焊接中心线的轨迹规划,将两者解耦开。
方案:先实现正弦摆动
轨迹点新增属性
- 相对于路径起始点的弧长;
- 摆动平面X(路径切线方向)和Y方向(只由路径切线方向和起点工具z轴确定)
Interface层需对不同ID的路径长度进行累加,以计算摆动幅值
3. 摆焊需求和方案
3.1 摆焊方位角、中心上升设置
方位角:相对于摆焊坐标系,使得摆焊平面绕着参考坐标系Z轴旋转(只旋转Y轴,X轴保 持不变)。
- 前后摆动:方位角为0deg
- 左右摆动:方位角为90deg
- 斜向摆动:方位角为0 ~90deg
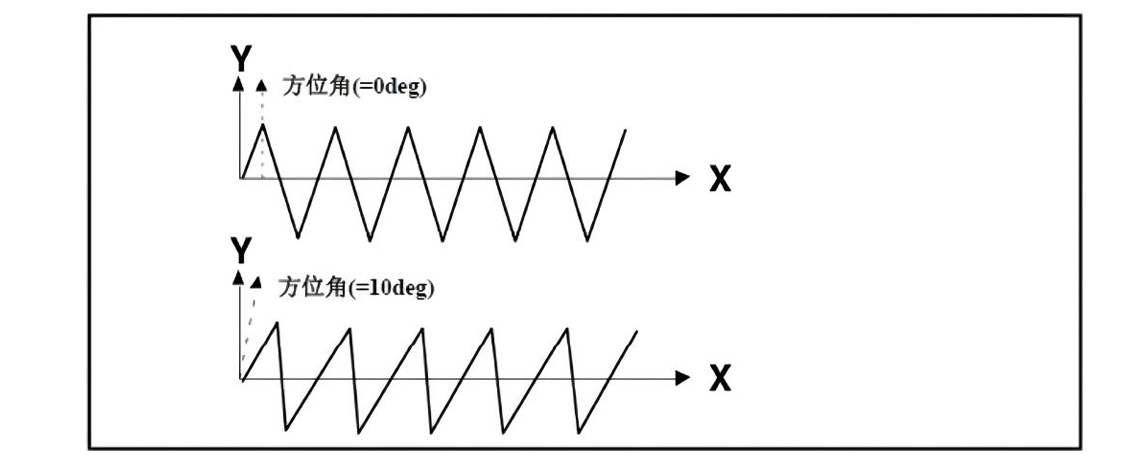
计算:先计算幅值L,再根据方位角θ计算摆动方向偏移L sinθ和运动方向的偏移L cosθ
中心上升:指在摆焊的中心处焊炬的隆起量。通常在执行多层多道焊接时,为了避开中 心处的焊道高度,设置的中心隆起量
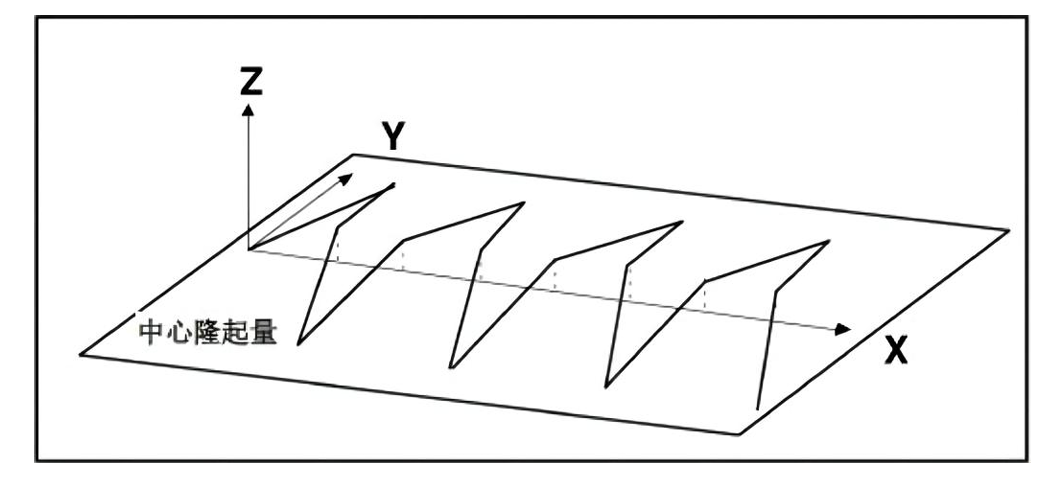
计算:每四分之一步长在摆动坐标系z轴线性上升或者下降高度h(本质是z轴方向的叠加)
在一个周期中:下降—>上升-->下降-->上升 (过程中高度需大于等于0),起点不上升,位于中心线上
3.2 L型摆动
L型主要在角焊接和 V 坡口的焊接中使用, 可有效提升角焊和V坡口焊接的熔合质量。
- 角焊:如箱体、框架结构的直角焊缝
- V坡口焊接:适用于需要填充较大坡口的厚板焊接。
计算:to do
3.3 焊接参数实时调整
aral_export增加动态调整摆动参数接口:
/**
*@brief:设置摆动参数,支持在摆动过程中调整
*@para frequency:摆动频率,单位Hz
*@para amplitude:摆动幅值,单位m
*@para hold_distance_time:幅值处停留时间或者距离
*@para v:焊接速度
*/
int setWeaveParameters(const double& frequency, const doudble& amplitude, const Array2d& hold_distance_time, const double& v);
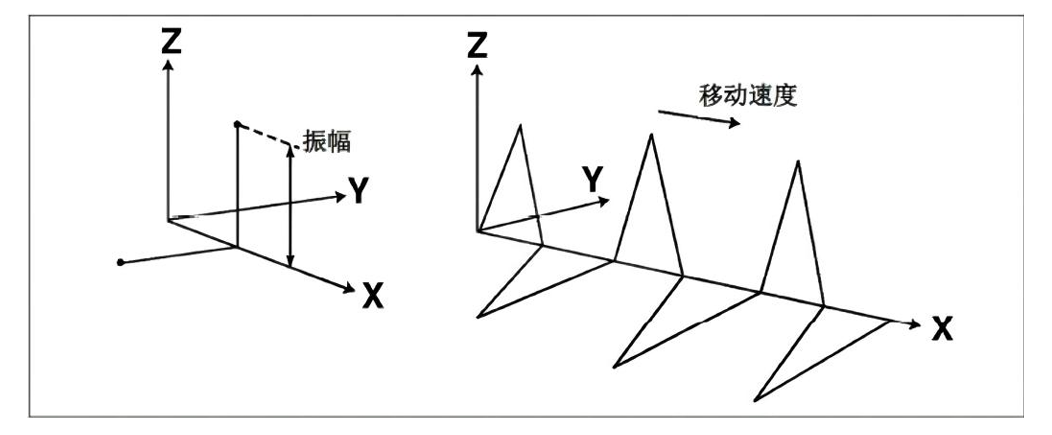
摆动周期:将一个完整的正弦摆或者L型摆定义为一个摆动周期
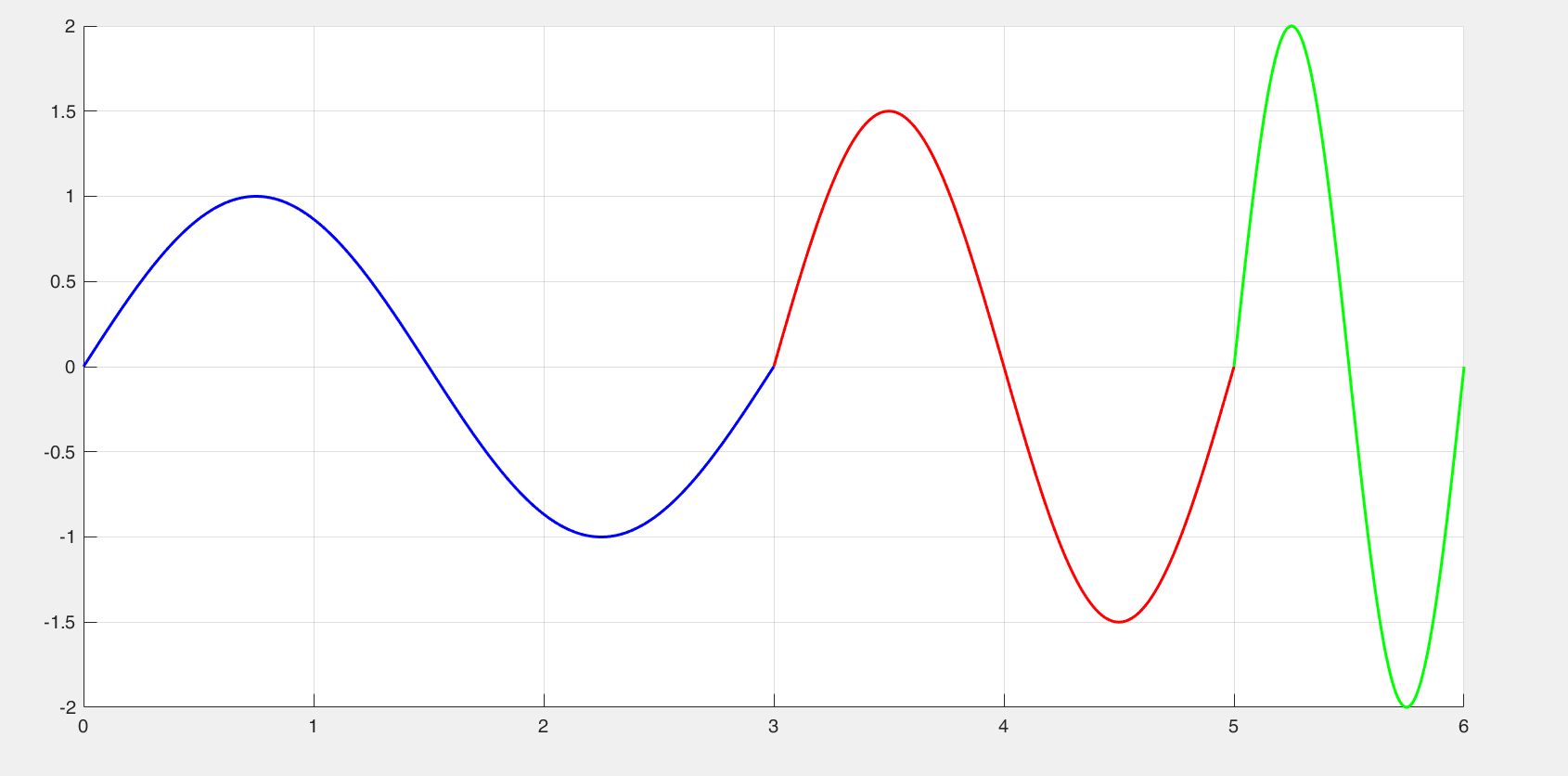
动态调整基本思想:当前周期不调整,总是从下一周期开始调整。摆动频率和振幅给定1~2个摆动周期的调整时间,焊接速度和幅值处停留时间/距离从下一摆动周期生效。
频率渐变:蓝色(当前周期)、红色(调整周期)、绿色(生效周期)
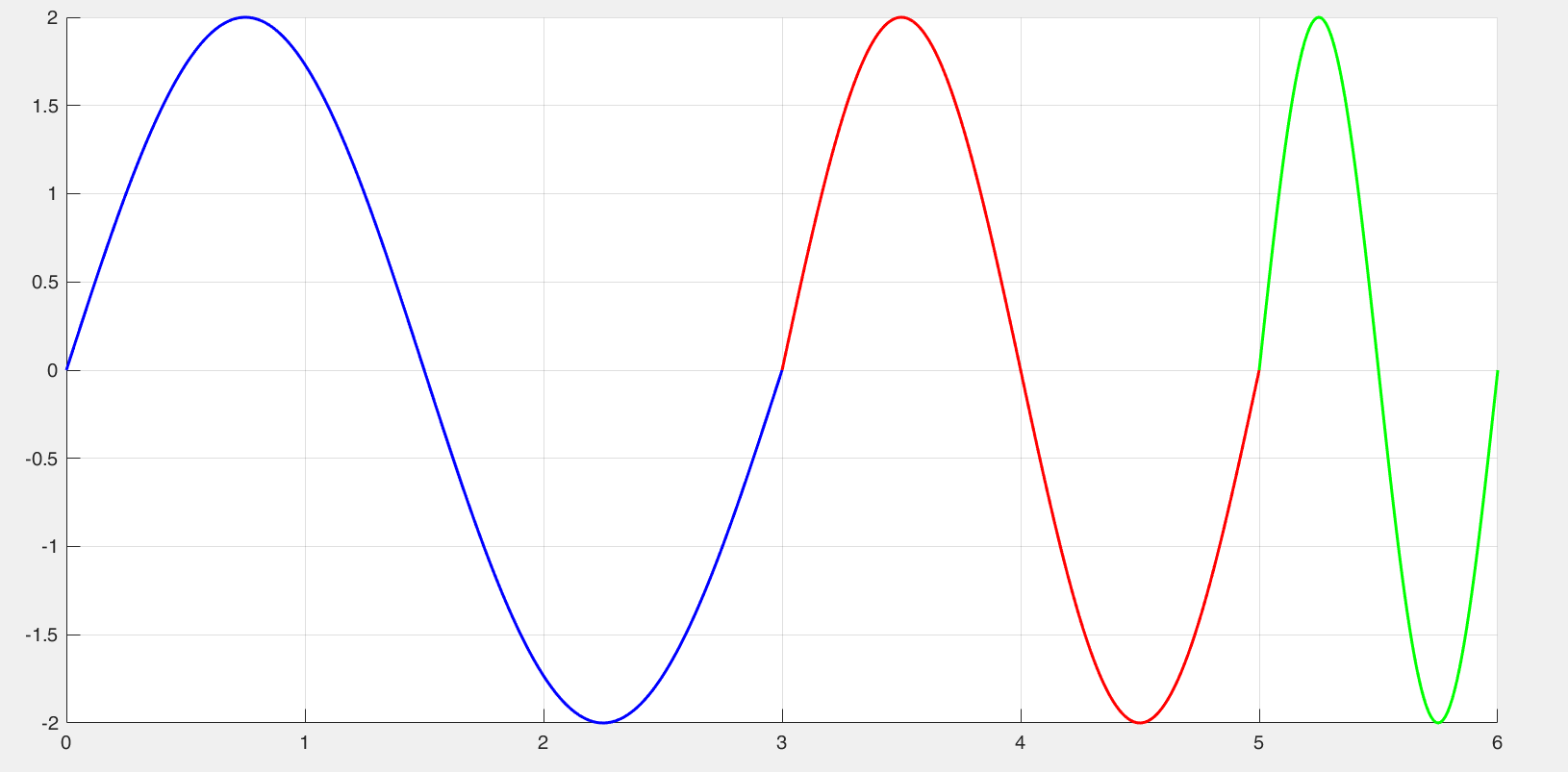
振幅渐变:蓝色(当前周期)、红色(调整周期)、绿色(生效周期)
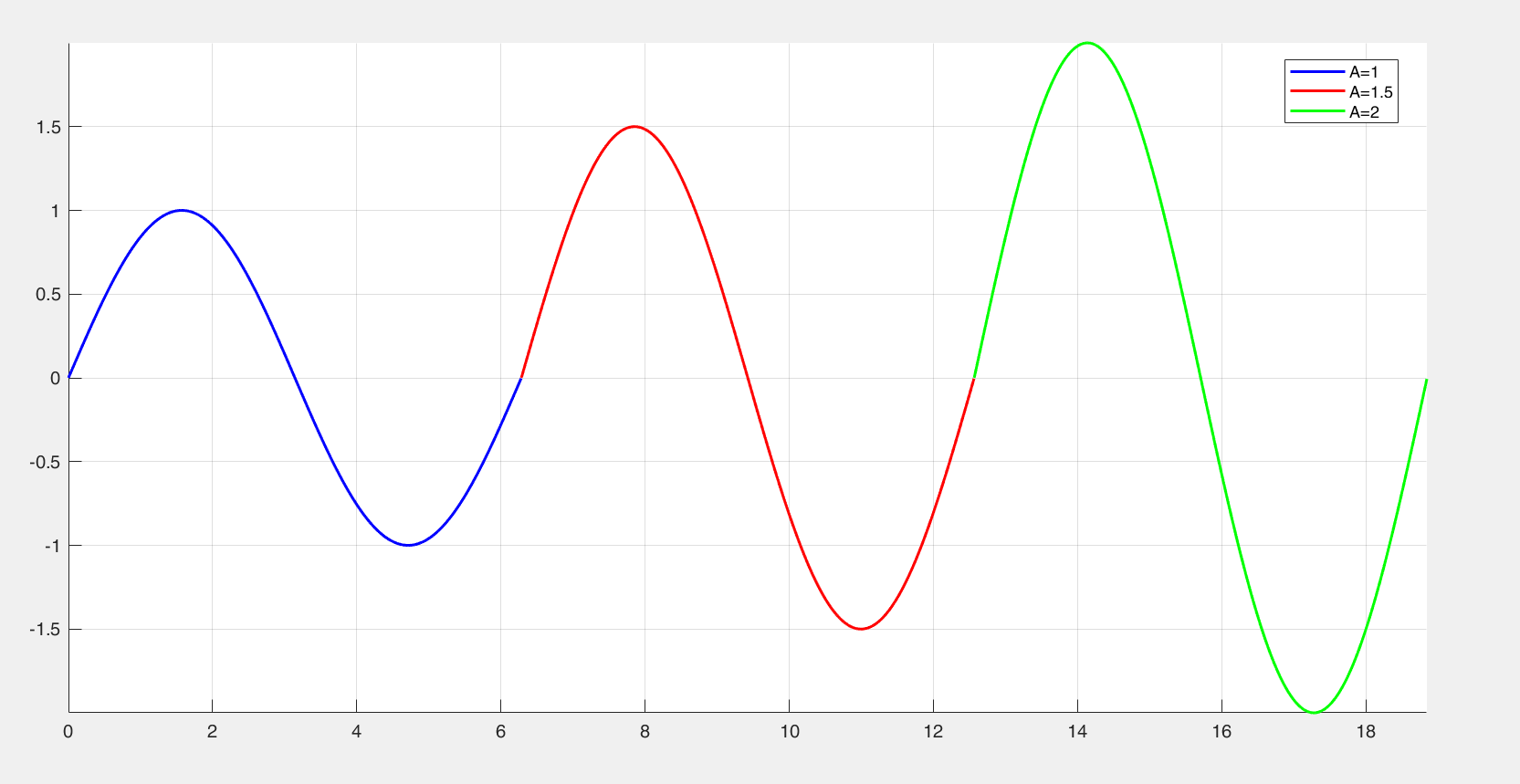
频率振幅渐变:蓝色(当前周期)、红色(调整周期)、绿色(生效周期)
摆动停留时间:摆动停留处焊接速度为0,当频率发生改变,即步长改变,速度为0点改变,就需要plan模块重新规划。plan模块需考虑对组合路径进行规划,支持指定中间点速度,且无需路径分割。
摆动停留距离:在下一周期生效即可。
焊接速度:在plan中通过动态调整运动约束实现.
4.开发内容及问题
- 确定开发版本,先在0.40开发,后迁到0.39
- interface中增加轨迹偏移计算接口(规划中摆动计算代码迁移)
- interface中增加动态调整摆动参数接口,优先支持频率和振幅,需考虑摆动到终点问题
- plan模块需考虑对组合路径进行规划,支持指定中间点速度,且无需路径分割
5.开发计划
计划在4月下旬提供测试包,包含频率、方位角、仰角、中心上升设置;支持正弦摆动参数(频率和幅值)调整